Fizeau Interferometer Buyers Guide 9
This blog is about the performance and price options for laser Fizeau interferometers
Up to this point we have been discussing how various applications require specific interferometer sensor configurations and features. Now comes the key point when you need to do something. Do you need increased production capacity? Has a new process been introduced that requires better feedback? Is the IT department concerned about an old operating system? Has the computer failed, or the system has become unreliable but meets your production needs? Do you have a new program that requires a dedicated system? Or your customer is pushing for a result your system does not produce. What do you do? Do you buy a new interferometer? What are the options?
Buy New, Upgrade or Buy Refurbished?
Asking some questions can lead you to the purchasing options to consider.
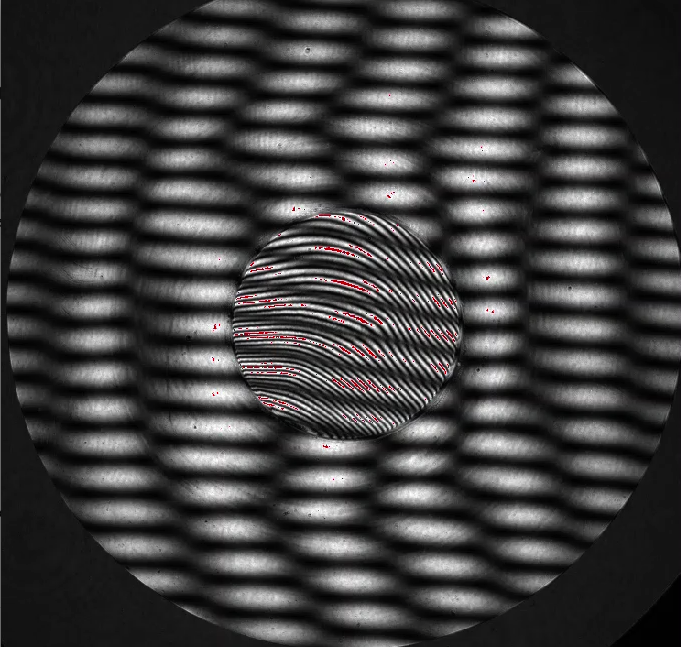
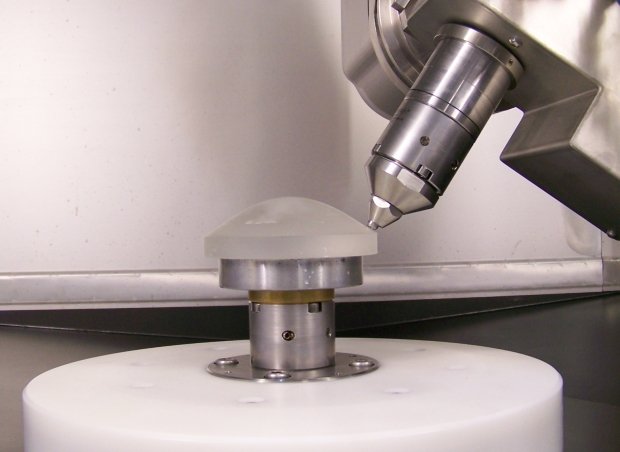
- Is the system to support a spot polishing process where slopes and mid-spatial frequencies are important?
- Yes – indicates a high performance imaging interferometer with a 2K X 2K level camera, low distortion and low ray-trace errors.
- Is the environment harsh, with vibration and air turbulence present?
- Yes – indicates a SPMI (Multi-detector or Carrier Fringe acquisition) system
- Does your application require custom fixturing, a special wavelength or non-standard aperture?
- A custom system is required – talk to the various providers regarding your best option
- Does the system support a standard lap polishing process where form is the key measurand?
- Yes – indicates a classic interferometer
High Performance Imaging System laser Fizeau
These are the latest technology and will meet all the requirements for most situations, the problem is they tend to be expensive. Not only do they image mid-spatial frequencies well, the associated low ray trace errors mean they are suitable for carrier fringe data acquisition for operation in harsh environments. The major drawback is price. Most systems are 1.5X to 2X more expensive than a classic interferometer. If they were the same price everyone would probably buy one of these interferometers.
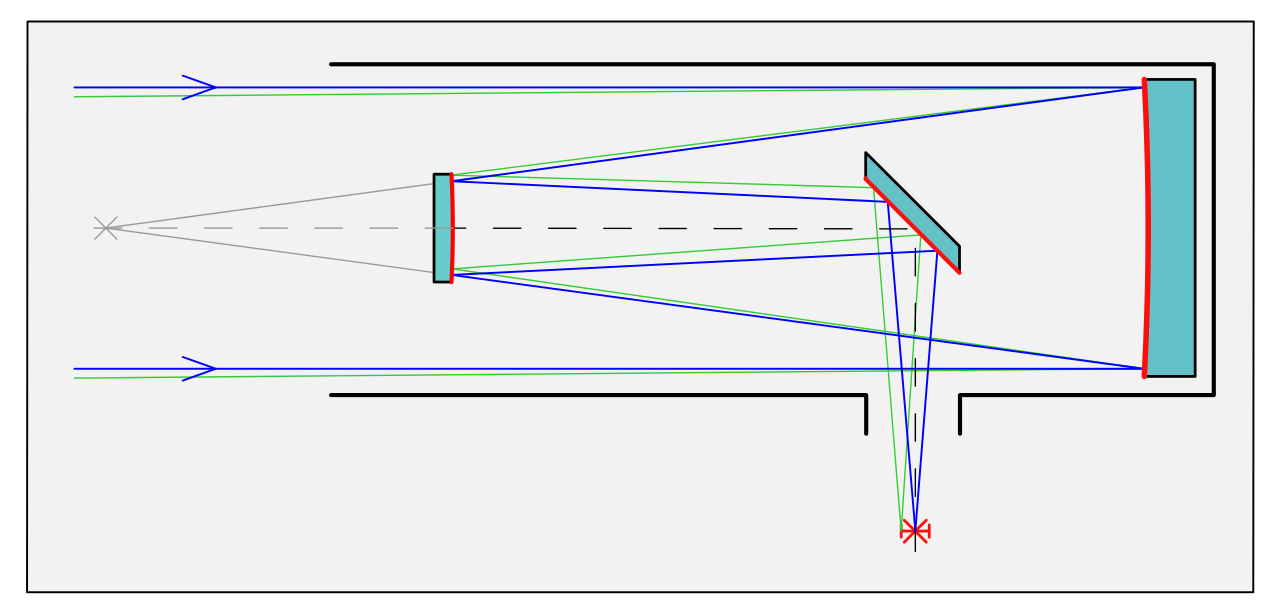
Harsh Environment laser Fizeau or laser Twyman-Green
There are several interferometers available that meet this need using both carrier fringe and multi-camera or multi-pixel configurations, Many of these applications have specific specifications that dictate size, weight, and result output. It is best to discuss these with the manufacturer to arrive the best choice.
Classic laser Fizeau Interferometer
With the classic Fizeau there are the most choices.

Buy New or Refurbished: Increase Production Capacity
If increased production capacity is required there are two choices: Buy new or refurbished. There are a few choices for new systems that have the same optical system as produced for the last 30 years – with extensively upgraded software! These new system are priced between $60,000 and $75,000 (USD).
Also available from time to time are refurbished interferometers with the same/similar classical optical design. These refurbished systems have the latest data acquisition and analysis software like a new system and are priced between $33,000 and $37,000.
Upgrade: Failed System, Old Operating System, New Acquisition and Analysis Software Required
There are thousands of interferometers installed worldwide that can be renewed by upgrading the electro-optics and software. These systems can operate as well as a new system, with the latest software, cameras and computer systems. Upgrading is cost effective and is priced between $22,000 and $27,000. Upgrading is usually the best choice when production capacity is not an issue, but systems are down. A side benefit is the increased efficiency of new electronics can also increase the throughput and therefore production capacity of existing systems.
Summary
There are several purchasing options available regarding laser Fizeau interferometers. Applications often drive the decision but price is also important.